
Table of Contents
- Defining LPM: Molding vs. Melamine Applications
- Key Hot Melt Adhesive Types and Their Properties
- Practical Applications: From Electronics to Furniture
- Selecting the Right Adhesive: Products and Key Criteria
- Common LPM Challenges and Troubleshooting
In 2026, the term 'LPM' can lead to significant confusion—and costly mistakes—on the factory floor. Why does one process require a specialized polyamide compound for encapsulating sensitive electronics, while another demands a high-performance adhesive for a flawless furniture finish? The answer lies in the dual identity of LPM. Understanding whether you are dealing with Low Pressure Molding for electronics or Low Pressure Melamine for surfaces is the first and most critical step. This guide will clarify the distinction and help you select the precise hot melt adhesive to optimize your specific application for maximum efficiency and durability.
Defining LPM: Molding vs. Melamine Applications
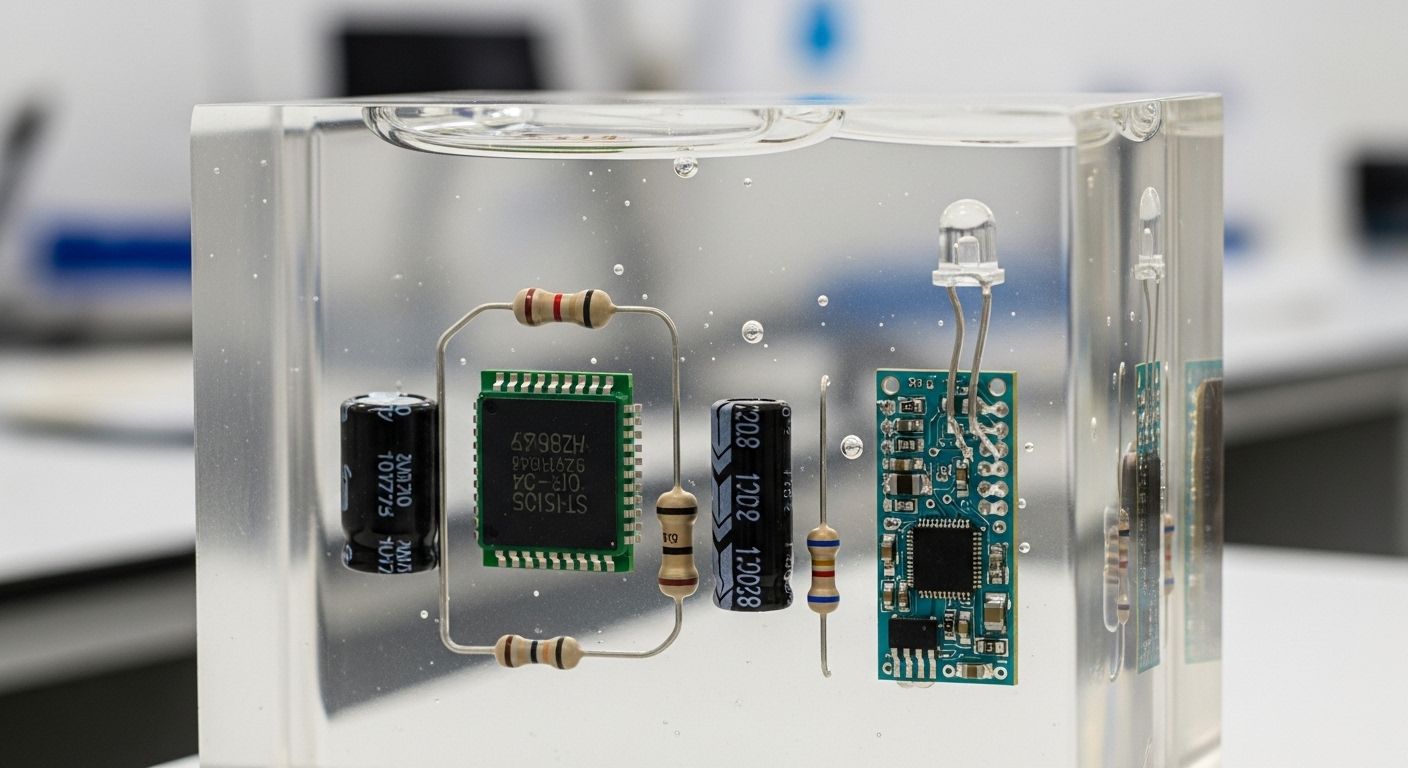
The acronym LPM stands for two fundamentally different industrial processes, each with unique requirements for hot melt adhesives. The first, Low Pressure Molding, is a technique primarily used in the electronics industry. Here, hot melt, typically a polyamide-based material, is used not just as an adhesive but as an encapsulating compound. It is injected at low pressure and temperature to protect fragile components like sensors, connectors, and PCBs from moisture, vibration, and physical shock. This process prioritizes properties like electrical insulation, thermal stability, and gentle application to avoid damaging the electronics.
The second interpretation, Low Pressure Melamine, is common in the furniture and interior design industries. It refers to panels (like MDF or particleboard) that have been laminated with a decorative, resin-impregnated paper under low pressure and heat. For these applications, hot melt adhesives are used for bonding, specifically for edgebanding or surface lamination. The primary challenge is adhering to melamine's non-porous, low-energy surface, which often causes standard glues to fail and lead to delamination. The focus here is on bond strength, moisture resistance, and a clean finish.
| Feature | Low Pressure Molding (Electronics) | Low Pressure Melamine (Furniture) |
|---|---|---|
| Primary Goal | Encapsulation & Protection | Bonding & Finishing |
| Hot Melt Role | Molding Material | Adhesive |
| Key Material | Polyamide (PA) | EVA, PUR, PO |
| Core Requirement | Electrical Insulation, Low Pressure | High Bond Strength, Delamination Resistance |
Key Hot Melt Adhesive Types and Their Properties
Choosing the right hot melt adhesive for an LPM application requires a clear understanding of the core chemical compositions available. The material that excels in molding electronics is entirely unsuitable for bonding melamine, and vice versa. Each type offers a distinct profile of performance, cost, and application requirements.
Polyamide (PA): This is the gold standard for Low Pressure Molding in electronics. Polyamide hot melts are not generic glue sticks; they are high-performance engineering thermoplastics. Their key advantages include excellent thermal stability, chemical resistance, and superior adhesion to various substrates used in electronics. Most importantly, they offer a gentle molding process that protects delicate components while providing a robust, sealed encapsulation.
Ethylene Vinyl Acetate (EVA): The most widely used adhesive for Low Pressure Melamine applications like edgebanding, EVA is valued for its cost-effectiveness and versatility. It provides a good initial bond and is easy to work with in standard edgebanding equipment. However, its resistance to heat and moisture is moderate, making it best suited for interior applications with limited exposure to harsh conditions.
Polyurethane (PUR): For high-demand melamine applications, PUR hot melts offer superior performance. Unlike other hot melts that harden by cooling, PUR undergoes a secondary chemical reaction with ambient moisture. This cross-linking process creates an incredibly strong, durable, and permanent bond with excellent resistance to heat, moisture, and chemicals. It is the preferred choice for premium furniture, cabinetry, and items used in kitchens or bathrooms.
Polyolefin (PO): PO-based hot melts offer a middle ground between EVA and PUR. They exhibit better thermal stability and color retention than EVA and do not require the special handling procedures of PUR. They are a good option for applications requiring higher performance than standard EVA without the full investment in a PUR system.
💡KEY POINT
- Polyamide (PA): The top choice for electronics encapsulation due to its protective properties and thermal stability.
- EVA: A cost-effective, general-purpose adhesive for standard melamine edgebanding.
- PUR: Delivers the highest performance for melamine, offering superior strength and resistance to heat and moisture.
- PO: A balanced option with better heat resistance than EVA, suitable for more demanding applications.
Practical Applications: From Electronics to Furniture
The theoretical properties of hot melt adhesives translate into distinct, real-world applications. The success of an LPM process hinges on matching the adhesive's characteristics to the specific demands of the product, whether it's a delicate circuit board or a high-traffic countertop.
In Low Pressure Molding for electronics, the primary goal is protection.
- Connector Overmolding: Polyamide hot melt is used to seal wire-to-connector junctions, providing strain relief and a waterproof barrier. This is critical for automotive wire harnesses and industrial sensors.
- PCB Encapsulation: Sensitive printed circuit boards (PCBs) are fully encapsulated to shield them from vibration, dust, and humidity. The low injection pressure ensures that fragile solder joints and components are not damaged during the process.
- Sensor Protection: Small sensors used in everything from medical devices to consumer electronics are encased in polyamide to ensure their longevity and reliability in challenging environments.
In Low Pressure Melamine for furniture and cabinetry, the focus shifts to aesthetics and structural integrity.
- Edgebanding: This is the most common application. Hot melt adhesive is used to apply a finishing edge (e.g., PVC, ABS, or wood veneer) to the raw edges of melamine panels. The choice between EVA, PO, and PUR depends on the final product's required durability. For a kitchen cabinet door exposed to steam, PUR is ideal, whereas a bookshelf in a dry room may only require EVA.
- Surface Lamination: Hot melt is used to bond thin laminates or veneers to a substrate, creating a durable and decorative surface. This is common in the production of countertops, desks, and wall panels.
For optimal adhesion on Low Pressure Melamine surfaces, proper preparation is key. Ensure the melamine surface is completely clean, dry, and free of dust or oils. Some high-performance applications may even benefit from a light scuffing or the use of a specialized primer to increase surface energy and promote a stronger "bite" from the adhesive.
Selecting the Right Adhesive: Products and Key Criteria
Making the final selection requires a systematic evaluation of your project's technical and environmental requirements. Generic adhesives are not suitable for specialized LPM processes and can lead to product failure. Leading manufacturers like Henkel (Technomelt), Bostik, Jowat, and 3M offer specific product lines engineered for both Low Pressure Molding and Melamine applications. Instead of focusing on a single product name, it is more effective to use a criteria-based approach to guide your discussion with a supplier.
Use the following checklist to determine the best hot melt adhesive for your needs. This will help you identify the critical performance indicators and ensure you choose a product that delivers reliability and quality.
| Selection Criterion | Key Questions to Ask | Recommended Focus |
|---|---|---|
| Application Type | Is it for electronic encapsulation or melamine bonding? | This is the first and most crucial distinction (PA vs. EVA/PUR/PO). |
| Performance Needs | What levels of heat, moisture, or chemical resistance are required? | For high-moisture areas, choose PUR. For high-temp electronics, choose a high-performance PA. |
| Substrate Material | What materials are you bonding to (e.g., PCB, PVC, ABS, wood)? | Ensure the adhesive has proven adhesion to your specific substrate. |
| Process Parameters | What are your equipment's temperature and pressure capabilities? | Match the adhesive's application temperature and viscosity to your machinery. |
| Final Aesthetics | Is a clear, invisible bond line required? | Some adhesives offer better color stability and cleaner lines than others. |
⚠️CAUTION
Never use generic, all-purpose hot melt glue sticks for industrial LPM applications. These products lack the specific properties required for either robust electronic encapsulation or durable melamine bonding. Using an incorrect adhesive for Low Pressure Molding can damage components, while using one for melamine will almost certainly result in delamination and product failure.
Common LPM Challenges and Troubleshooting
Even with the right adhesive, process-related issues can arise. Understanding the common challenges in both Low Pressure Molding and Melamine applications allows for quicker troubleshooting and helps maintain high production quality. Many problems can be traced back to incorrect parameters, material preparation, or adhesive mismatch.
For Low Pressure Molding (Electronics):
- Incomplete Fill or Voids: This often indicates that the hot melt's viscosity is too high for the mold's complexity, or the injection temperature is too low. Try increasing the melt temperature slightly or using a lower-viscosity grade of polyamide. Insufficient venting in the mold can also trap air, preventing a complete fill.
- Component Damage: If sensitive components are being damaged, the injection pressure is likely too high. Low Pressure Molding is defined by its gentle nature; verify that your machine is operating at the lowest effective pressure.
- Poor Adhesion: If the polyamide is not adhering to the component or housing, the cause could be surface contamination (oils, mold release agents) or an incompatible substrate material. Ensure all parts are clean before molding.
For Low Pressure Melamine (Furniture):
- Delamination or Peeling Edges: This is the most common failure and is almost always an adhesive issue. It can be caused by using a low-grade adhesive (like EVA in a high-moisture area), incorrect application temperature (too cold), or insufficient pressure. For non-porous melamine surfaces, a specialized adhesive with a strong "bite" is essential. Upgrading to a PUR adhesive often solves persistent delamination problems.
- Thick or Messy Glue Line: This typically results from applying too much adhesive or using an adhesive with too high a viscosity for the application speed. Calibrate your equipment to dispense the correct amount, and ensure the melt temperature is optimal for a smooth flow.