
Table of Contents
- LPM Process Requirements: Molding vs. Melamine
- Understanding Key Hot Melt Adhesive Properties
- Industry Applications & Adhesive Selection Guide
- Real-World Application with Leading Products
- Troubleshooting and Maintenance for Optimal Bonding
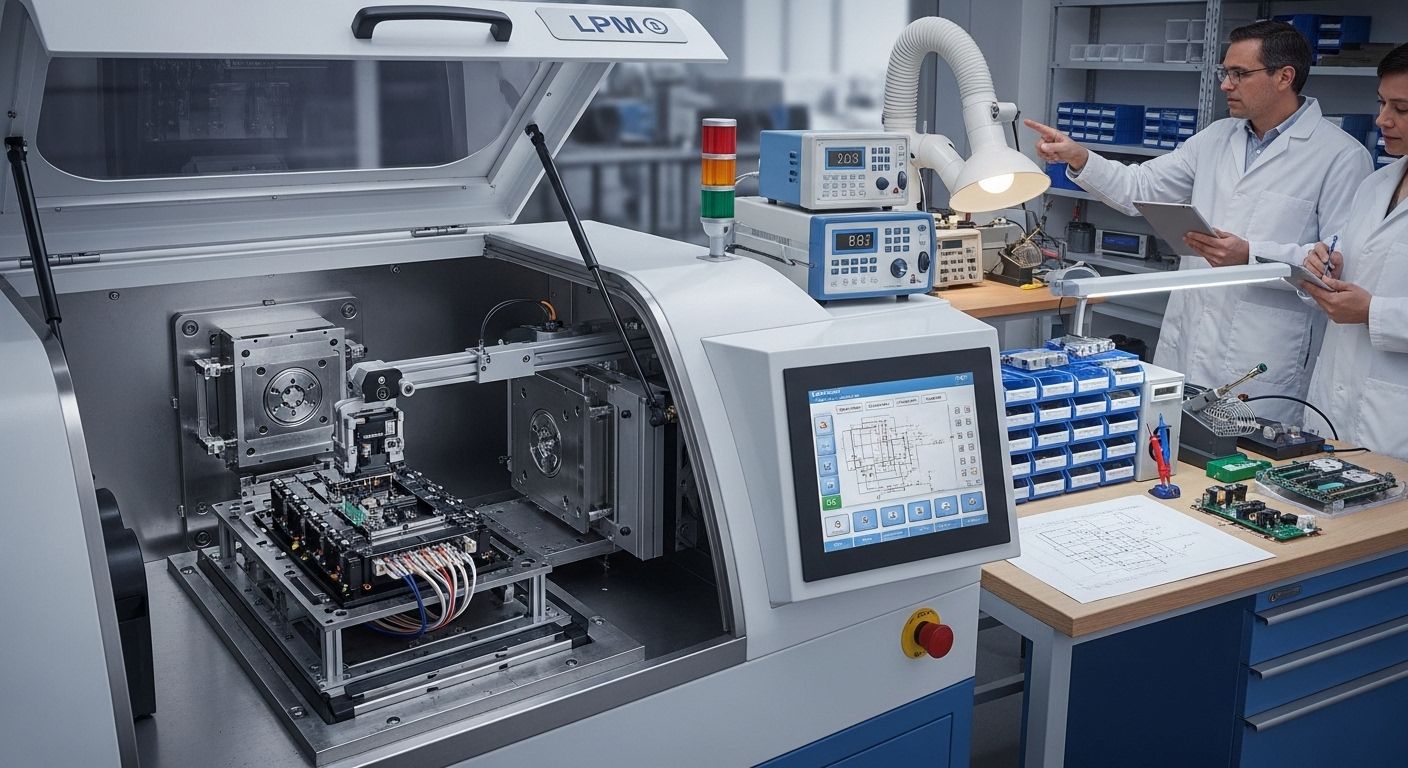
Have you ever wondered why a delicate electronic sensor can withstand harsh vibrations, or why the edge of your modern furniture seamlessly resists moisture and wear? The answer often lies in a highly specialized manufacturing process: Low Pressure Molding (LPM). However, the term "LPM" represents two distinct industrial worlds, each with unique challenges and solutions. For an electronics engineer, it means encapsulating sensitive components. For a furniture designer, it means creating durable melamine surfaces. The common thread connecting these worlds is the critical choice of a LPM hot melt adhesive. Selecting the right one is not just a matter of bonding; it's the key to unlocking process efficiency, product longevity, and superior quality in 2026's competitive market.
LPM Process Requirements: Molding vs. Melamine ⚙️
The term LPM can be a source of confusion as it refers to two fundamentally different applications: Low Pressure Molding for electronics and Low Pressure Melamine for furniture and panels. Understanding the distinction is the first step toward process optimization. Low Pressure Molding is an encapsulation process that uses polyamide-based hot melts to protect fragile electronic components like sensors, connectors, and PCBs. The goal is to create a sealed, protective barrier against moisture, dust, and physical shock at a much lower pressure and temperature than traditional injection molding, safeguarding the delicate electronics within.
Conversely, Low Pressure Melamine involves laminating or edgebanding particleboard or MDF with a resin-impregnated paper. Here, the challenge is not encapsulation but achieving a powerful, long-lasting bond to a notoriously difficult surface. As experts point out, melamine is a non-porous, "low-energy" surface that resists adhesion. Standard wood glues often fail to "bite" into the material, leading to delamination and product failure. Therefore, the LPM hot melt adhesive for this application must be specifically formulated for superior adhesion to slick, non-porous substrates.
| Process Type | Primary Goal | Key Challenge |
|---|---|---|
| Low Pressure Molding (Electronics) | Encapsulation & Protection | Protecting sensitive components from heat and pressure during molding. |
| Low Pressure Melamine (Furniture) | Surface Lamination & Edgebanding | Adhering to a non-porous, low-energy melamine surface without delamination. |
Understanding Key Hot Melt Adhesive Properties 🔬
Once the process is defined, success hinges on matching the adhesive's physical properties to the application's demands. Several key characteristics determine a hot melt's performance, and overlooking them can lead to production bottlenecks or field failures. For electronic encapsulation, viscosity is paramount. A low-viscosity adhesive flows easily into complex mold cavities at low pressure, ensuring complete coverage without damaging components. Melt point and application temperature are also critical; the adhesive must melt at a temperature low enough to not harm the electronics. Furthermore, properties like electrical insulation and a specific curing time are non-negotiable for ensuring the final product's safety and functionality.
For melamine board applications, the focus shifts. While viscosity and temperature are still important for machine processing, adhesion strength and durability take center stage. The adhesive must form an aggressive bond with the low-energy surface of the melamine. Key performance indicators include resistance to heat, moisture, and chemicals, which are crucial for products like kitchen cabinetry and bathroom vanities. The choice between different polymer bases, such as EVA or PUR, will drastically affect these resistance properties and the final bond's longevity.
💡KEY POINT
- For Electronic Molding: Prioritize low viscosity, low application temperature, and strong electrical insulation to ensure component safety and complete encapsulation.
- For Melamine Bonding: Focus on high adhesion to low-energy surfaces, plus excellent heat and moisture resistance to prevent delamination and ensure durability.
Industry Applications & Adhesive Selection Guide 📋
Choosing the right LPM hot melt adhesive requires a clear understanding of the end-use environment and the base materials involved. The adhesive that excels in protecting a USB connector is entirely unsuitable for edgebanding a high-gloss kitchen cabinet. The selection process must be deliberate and informed by the specific demands of the industry.
In the electronics industry, Polyamide (PA) based hot melts are the dominant choice for Low Pressure Molding. Their excellent thermal stability, chemical resistance, and superb adhesion to various plastics and metals make them ideal for creating robust protective shells around sensitive components. It's crucial to note that generic craft glue sticks are not suitable for these industrial machines; specialized PA formulations are required.
For the furniture and interior design industry, the adhesive landscape is more diverse. The choice depends on the required performance level and budget.
- EVA (Ethylene Vinyl Acetate): The most widely used and cost-effective option for general-purpose edgebanding. It offers good adhesion but has moderate heat and moisture resistance.
- PUR (Polyurethane Reactive): Provides the highest performance. It cures with ambient moisture to form an incredibly strong, cross-linked bond that is highly resistant to heat, water, and solvents, making it perfect for demanding applications like kitchens and bathrooms.
- PO (Polyolefin): Offers a middle ground with better heat resistance than EVA and a stronger bond, often used for high-end furniture where PUR's cost is not justified.
When selecting a PUR hot melt for high-moisture environments, always check the manufacturer's specifications for "curing time." A full-strength bond is only achieved after the chemical cross-linking process is complete, which can take 24-72 hours. Rushing this can compromise the joint's integrity.
Real-World Application with Leading Products 💡
Theory is important, but seeing how leading products perform in the field provides invaluable insight. While specific brand names serve as examples, the focus should be on the type of technology they represent and how it solves real-world problems. For instance, product lines like Henkel's TECHNOMELT or Bostik's offerings include specialized polyamide grades for low-pressure molding. These are engineered with precise melt flows and curing profiles to encapsulate even the most intricate automotive sensors or LED lighting arrays without causing thermal damage. The key takeaway from these products is the importance of a narrow specification range for viscosity and temperature to ensure repeatable, high-quality results in mass production.
In the world of furniture manufacturing, products from companies like Jowat (e.g., Jowat HighTherm series) or 3M demonstrate the performance differences between adhesive types. A manufacturer using a standard EVA hot melt might produce a perfectly acceptable office desk. However, a company building premium, water-resistant cabinetry would turn to a PUR-based adhesive, such as 3M's 3776LM or a specialized TECHNOMELT COOL product. These allow for strong bonds at lower application temperatures, increasing safety and energy efficiency. The successful application of these products relies heavily on precise equipment settings for temperature, roller pressure, and feed speed to ensure a consistent, flawless glue line.
| Adhesive Type | Typical Application | Key Benefit |
|---|---|---|
| Polyamide (PA) | Electronic sensor encapsulation | Excellent thermal and electrical properties for component protection. |
| PUR Hot Melt | Kitchen/Bathroom cabinet edgebanding | Superior moisture and heat resistance for a highly durable bond. |
| EVA Hot Melt | General office furniture lamination | Cost-effective and reliable for standard, dry-use applications. |
Troubleshooting and Maintenance for Optimal Bonding 🛠️
Even with the perfect LPM hot melt adhesive, process flaws can lead to costly defects. Proactive troubleshooting and regular maintenance are essential for maintaining a high-quality, efficient production line. One of the most common issues in melamine applications is delamination or a weak bond. This is often caused by incorrect application temperature. If the adhesive is too cold, it won't "wet" the surface properly; if it's too hot, its viscosity can drop too low, resulting in a starved joint. Regularly calibrating machine thermostats is critical. Another cause is improper surface preparation—melamine surfaces must be clean, dry, and free of dust or oils.
For electronic molding, a primary concern is incomplete fill or voids in the encapsulation. This usually points to a viscosity issue or incorrect injection pressure. The adhesive may be too thick to flow into small details, or the pressure may be too low. It's also vital to ensure molds are properly vented to allow air to escape as the hot melt fills the cavity. Regular cleaning of the melt tank and nozzles is crucial for both processes to prevent charring and contamination, which can clog equipment and cause bond failure. Using a generic adhesive not designed for your machine can accelerate these issues.
⚠️CAUTION
Never use standard, all-purpose glue sticks in an industrial LPM machine. These products lack the specific properties (e.g., viscosity, temperature stability, polyamide base for electronics) required for high-performance applications. Using the wrong adhesive can lead to equipment damage, product failure, and safety hazards.