
Table of Contents
- Understanding Hot Melt Adhesive Pellets
- What Is Open Time and Why It Matters
- Factors Influencing Open Time by Application
- Choosing the Right Pellet for Your Needs
- Best Practices for Open Time Management
In 2026, industrial manufacturing and packaging processes require absolute precision to maintain efficiency. A critical factor in achieving this precision is understanding the exact working window of your materials. When utilizing hot melt adhesive solutions, operators must carefully calculate the duration between application and final compression. This specific timeframe directly dictates the structural integrity of the final product, making accurate timing a fundamental requirement for modern production lines.
Understanding Hot Melt Adhesive Pellets 🏭
Industrial facilities rely heavily on hot melt adhesive pellets for their operational efficiency and consistent reliability. These materials remain completely solid at room temperature and transform into a fluid state only when exposed to specific heat levels. This physical characteristic allows for highly controlled application across diverse manufacturing environments.
Operators select these adhesive products because they eliminate the need for drying solvents or extended curing processes. The transition from a liquid state back to a solid state happens rapidly, which significantly accelerates overall production cycles. Integrating these materials into automated systems ensures a streamlined workflow without unnecessary delays.
- Solid state storage: Reduces handling risks and simplifies bulk inventory management.
- Thermal activation: Requires precise heating equipment to achieve optimal flow.
- Rapid phase change: Secures substrates quickly without prolonged mechanical clamping.
What Is Open Time and Why It Matters ⏱️
In the context of hot melt glue, open time refers to the specific interval during which the applied material remains tacky and capable of forming a secure bond. According to industry data, this duration generally ranges from a single second to several minutes, depending on the exact chemical formulation and environmental conditions.
Failing to complete the compression within this window leads to premature solidification. When the material cools too quickly, it loses its ability to penetrate the substrate surface, resulting in weak joints or complete bonding failure. Accurate timing ensures maximum structural integrity and prevents costly material waste during assembly.
| Process Condition | Physical State | Final Outcome |
|---|---|---|
| Within Open Time | Material remains fluid and tacky | Strong and reliable adhesion |
| Exceeding Open Time | Premature cooling and hardening | Weak joints or complete failure |
| Insufficient Time | Rushed manual alignment | Misaligned components |
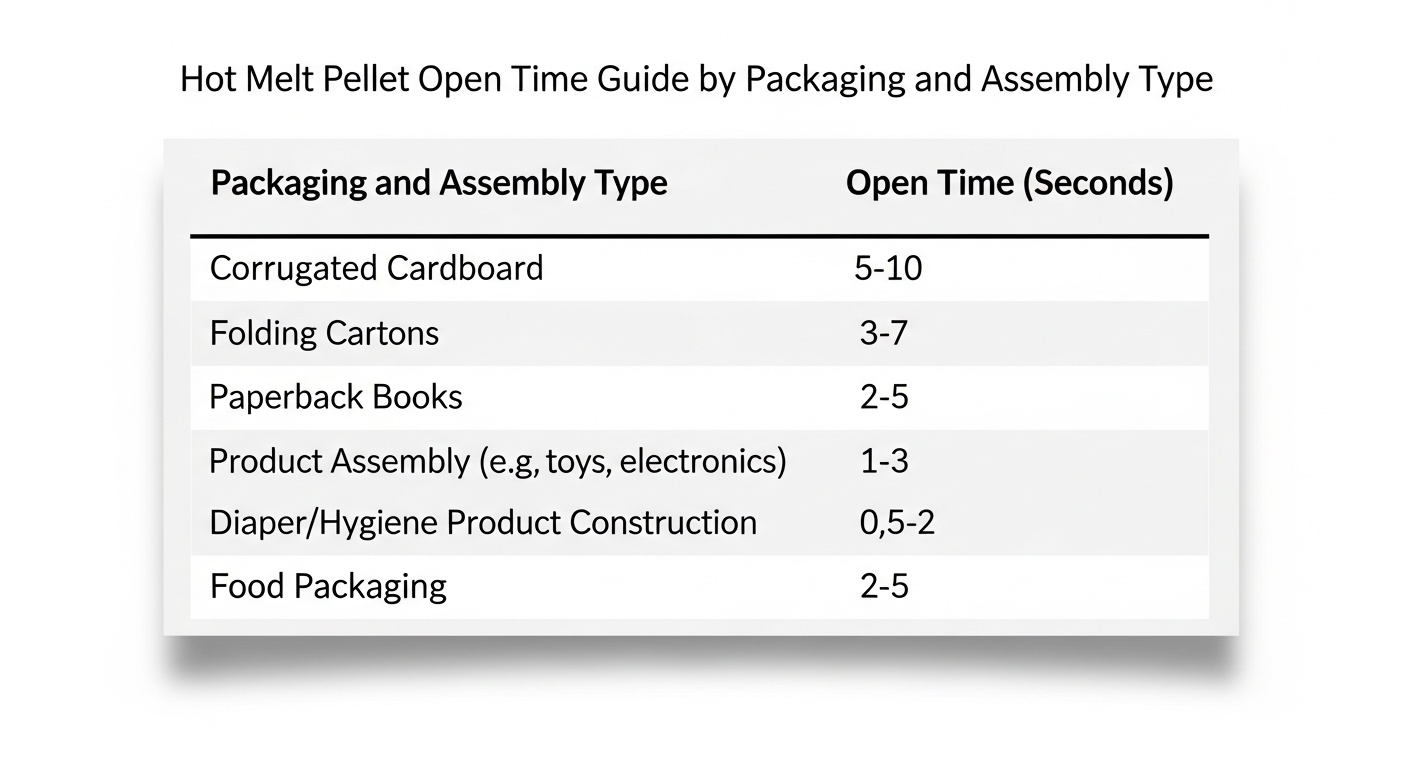
Factors Influencing Open Time by Application 🌡️
The exact working window for your hot glue depends heavily on its fundamental chemical composition. For instance, EVA-based formulations typically offer shorter intervals, whereas specialized polymers provide extended flexibility. Polyamide materials generally cure rapidly, often completing the process within 3 to 10 seconds.
Environmental variables also play a significant role in altering these timelines. Higher application temperatures naturally extend the fluid state, while ambient cold or strong airflow accelerates the cooling process. Substrate characteristics, such as porosity and thermal conductivity, further alter the effective bonding window, requiring operators to adjust their techniques accordingly.
| Application Category | Standard Duration | Typical Formulation |
|---|---|---|
| Packaging / Fast-Set | 1 to 15 seconds | EVA-based compounds |
| General Assembly | 20 to 50 seconds | APAO standard blends |
| Specialty Operations | Over 2 to 5 minutes | Extended-phase polymers |
Choosing the Right Pellet for Your Needs 🎯
Selecting the appropriate hot melt adhesive requires matching the material's thermal properties to your specific production speed. Fast-moving automated packaging lines demand rapid-set formulations to prevent bottlenecking. Conversely, complex manual assembly tasks necessitate extended intervals to allow for precise component alignment before the material sets.
Facility managers must systematically consult the Technical Data Sheet provided by the manufacturer. These documents contain the exact thermal specifications required to calibrate machinery accurately. Relying on general assumptions rather than verified technical data often compromises product quality and disrupts the manufacturing schedule.
- Review manufacturer data: Always extract precise temperature guidelines directly from the official technical documentation.
- Analyze ambient conditions: Adjust machinery settings based on seasonal temperature fluctuations within the facility.
- Conduct pilot tests: Verify the bonding strength on actual substrate samples before initiating full-scale production.
Best Practices for Open Time Management 📊
Maintaining consistent bond quality requires strict operational discipline on the factory floor. Technicians must calibrate melting tanks and application nozzles to ensure the hot melt adhesive reaches the substrate at the exact specified temperature. Any deviation in heat output directly alters the cooling trajectory and impacts the final adhesion strength.
Workspace preparation is equally critical for successful operations. Staging materials close to the application point minimizes transit delays, ensuring components are joined well within the active window. Continuous quality inspections help detect premature curing issues early, preventing structural failures in large production batches.
- Calibrate equipment: Schedule routine maintenance for all heating elements and dispensing nozzles to maintain consistent flow.
- Optimize workflow: Reduce the physical distance between the adhesive dispenser and the final assembly station.
- Train personnel: Instruct operators on recognizing the visual cues of optimal tackiness versus premature cooling.