
Table of Contents
- Temperature Matters
- Polymer Types
- Crucial Balance
- Testing Guidelines
- Troubleshooting
Did you know that a deviation of just five degrees in application equipment can lead to structural failure in automated assembly lines? In 2026, industrial manufacturing relies heavily on precise material control to maintain efficiency. Selecting the exact operating parameters for a hot-melt adhesive is not a matter of finding a single universal figure. Instead, it requires a calculated approach tailored to specific polymer systems and environmental conditions. Understanding this dynamic ensures consistent bonding, reduces material waste, and maintains structural integrity across diverse manufacturing sectors.
Temperature Matters 🌡️
Determining the correct thermal setting is foundational for any industrial adhesive application. The optimal point is highly dependent on the specific formulation and the chosen application method. Operating outside the ideal range directly impacts viscosity, wetting capability, and overall thermal stability. When engineers establish the precise parameters, they prevent premature cooling and ensure proper substrate penetration. This exactness eliminates production defects and minimizes expensive downtime. Furthermore, consistent thermal management dictates the open time and set time, which are critical variables in high-speed manufacturing environments.
- The ideal setting varies strictly based on polymer chemistry and application context.
- Proper thermal control ensures optimal viscosity and prevents material breakdown.
- Continuous monitoring remains essential to maintain strict quality standards in 2026.
Polymer Types 🧪
Different base materials dictate specific thermal requirements, making a one-size-fits-all approach impossible. Low-melt or warm-melt formulations typically operate effectively between 100°C and 130°C. Standard EVA and polyolefin systems generally require settings ranging from 150°C to 180°C to achieve optimal flow. High-performance polyamides, used in demanding environments, might require equipment capabilities up to 220°C. Recognizing these baseline ranges helps operators establish a starting point before fine-tuning the hot-melt adhesive for specific operational speeds and substrate characteristics.
| Polymer | Range | Application |
|---|---|---|
| Low-Melt | 100-130°C | Heat-sensitive substrates |
| EVA & Polyolefin | 150-180°C | Packaging and woodworking |
| Polyamide | 190-220°C | Electronics and automotive |
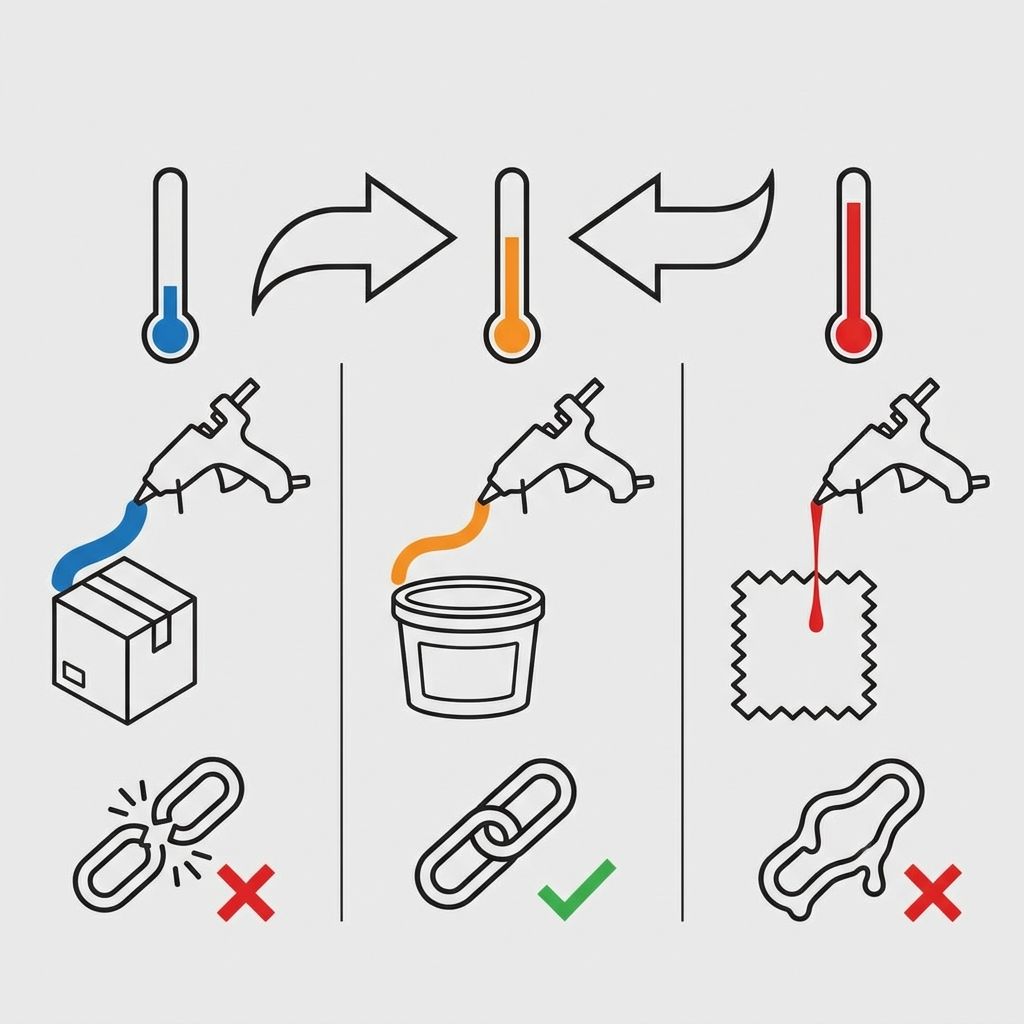
Crucial Balance ⚖️
Hitting the target operational state is a strict balancing act between flow and stability. If the setting is too low, the hot-melt adhesive retains high viscosity, leading to poor surface wetting and weak mechanical bonds. Conversely, excessive heat causes rapid thermal degradation, altering the chemical structure and creating carbonized char that clogs machinery. Formulators identify the exact operational point by measuring viscosity against thermal changes, ensuring the fluid flows efficiently without oxidizing or breaking down under sustained heat.
Map a detailed viscosity-temperature curve for your specific adhesive batch to identify the exact point where flow maximizes without risking thermal degradation.
Testing Guidelines 📋
Always refer to the technical data sheet provided by the manufacturer as a primary baseline. However, practical application trials remain mandatory for final approval. Variables such as line speed, ambient facility conditions, and substrate thermal conductivity alter the actual requirement significantly. Engineers must conduct rigorous on-site evaluations, applying the hot-melt adhesive under real-world conditions to verify sheer strength and curing time. System adjustments should be made incrementally based on empirical data rather than theoretical assumptions.
Never assume the recommended data sheet value is absolute; environmental factors and machine variances in your facility will always necessitate minor on-site adjustments.
Troubleshooting 🔧
Recognizing symptoms of incorrect thermal settings prevents large-scale production defects. Stringing or excessively thick glue lines often indicate insufficient heat, which prevents proper material flow. Discoloration, smoke, or a burnt odor strongly signals excessive heat, a condition that destroys the internal polymer bonds. Implementing a systematic review of the application equipment helps maintenance teams isolate whether the temperature issue stems from the melting tank, transfer hoses, or application nozzles. Regular calibration of thermal sensors ensures the hot-melt adhesive performs consistently.
| Symptom | Cause | Action |
|---|---|---|
| Stringing / Thick lines | Too cold | Increase heat incrementally |
| Smoke / Dark color | Too hot | Reduce heat and flush system |
| Inconsistent bond | Fluctuation | Check sensor calibration |